

最先端を走る鍛造の総合ブランド「TWS」、
その技術力と手間がかかる開発現場へ
レースの世界やスポーツモデルなどのアルミホイールで、耳にする言葉として鍛造がある。
鍛造とは、高い圧力によってアルミ素材を変形させる高度な技法。鍛造技術を極限まで引き出す商品開発などで知られる「TAN-EI-SYA WHEEL SUPPLY(TWS)」では、6061材と呼ばれる専用のアルミを使用し、内部組織の結び付きを強めることで強度が高く、細いスポークや薄いリムの製造を可能としている。
今回の「工場見学」は、そんな鍛造製法で作られる強靭なアルミホイールの製作現場に追ってみた。

軽量かつ高剛性な鍛造ホイールを専門に扱う「TWS」は、工場直結のブランド。
つまり、ホイールのプランニングから生産、出荷に至るまでを自社内で完結させている。巨大な8000tプレス機によって生み出された高密度なアルミホイールの原型を、リム部をスピニング加工で成型し、高精度なマシニング機によって削り出していく。これは驚くほど手間のかかる製法で、とりわけ精密に映る「TWS」製の鍛造ホイールとは掛け離れたイ メージ。たとえばディスクだけでも数種類の超硬ドリルを使い分けながら1本あたり平均2時間かけて削り出し、1本ずつリムを成型し、塗装と表面処理を繰り返すことで完成する流れは、大量生産とは真逆の方向性といえる。
それは製造機材があれば成立する世界ではなく、すべての行程に熟練スタッフの経験と知識を必要とし、超硬ドリルの選定ひとつ、マシニングのデータひとつにノウハウが詰められていた。

【01_製品開発】
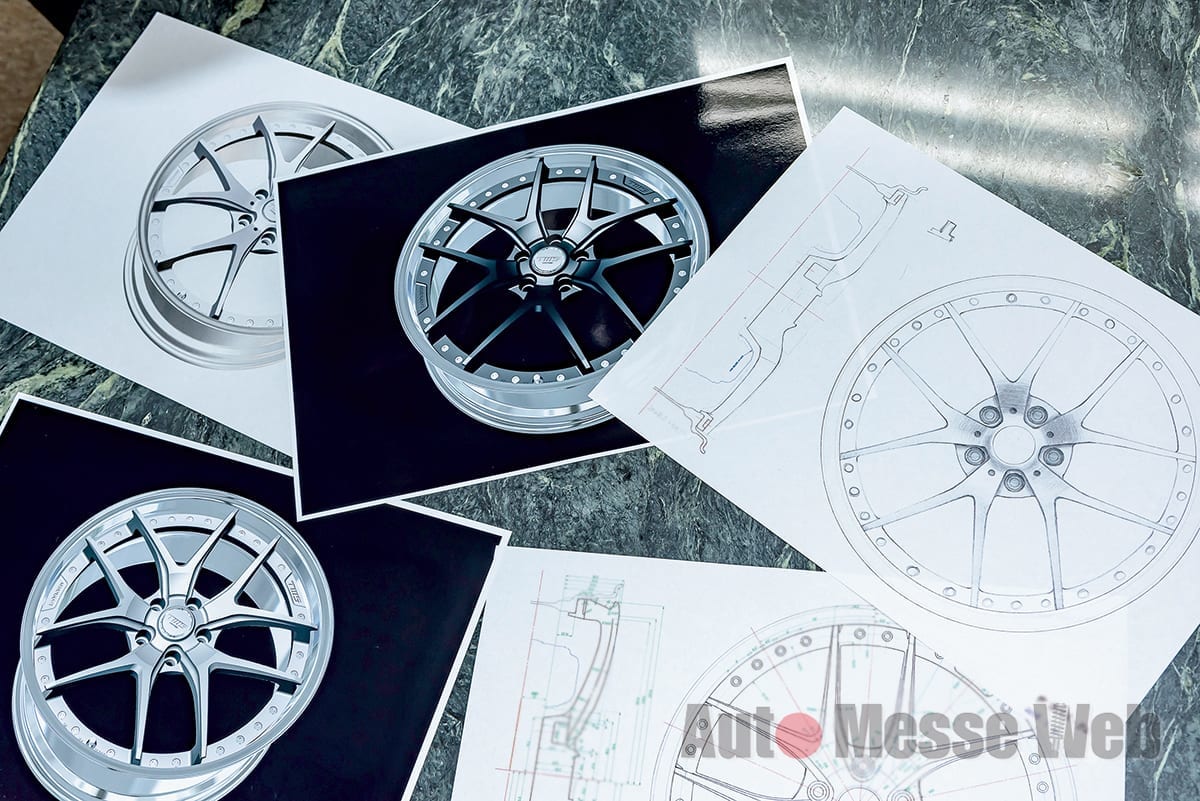
同時に鍛造解析シミュレーションや強度解析ツールによって安全性を確認。鍛造ホイールの特徴である軽量性と高強度、さらに高剛性をバランスさせつつ、意匠図面に近いカタチを原寸大図面に描き起こす。



【02_鍛造】

かねてよりF1チームにもホイールを供給(加工前の原型)するなど、TWSの高い技術力と信頼性が伺える。



電柱のようなアルミの柱がホイールの原材料となるインゴット。これをサイズに合わせて必要な分だけ切り出して使用する。円柱の塊が1回のプレスで円盤型に変形した。
なお、TWSでは6000tプレス鍛造機も設置。構造は全く同じとなる必要とする圧力に応じて使い分けている。
【03_リム成型】

元の形状ではホイールの表裏も分からず、タイヤの引っ掛かりなども存在しないが、リムになる部分を裂開、ロクロのイメージでローラーを掛けることでリムを伸ばす。
裂開前(上写真・右部分)と比べるとリム形状に近くなり、インナーリムが形成されてきているのが分かる。元の円盤状態から比べるとカタチになってきた。


【↓次ページに続く↓】
人の手間も惜しまない
デザインがカタチになる瞬間へ
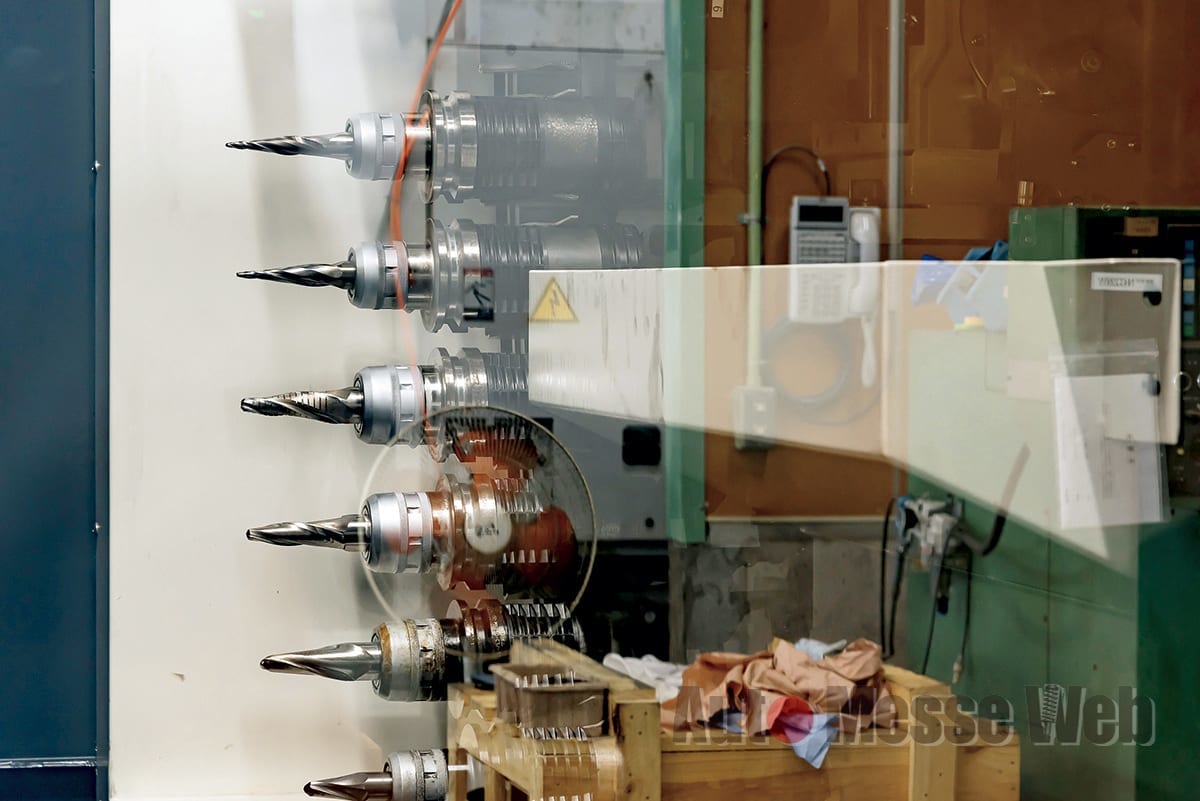
【04_マシニング】

NC加工とは、鍛造プレスされたホイールをマシニングセンターする手前まで専用加工機で切削加工すること。表面をキレイにならし、ディスクのラウンドなど大まかな形状はこの時点で加工されていくことになる。


次にディスク面を切削加工してホイール形状を作り出すマシニングセンターへ。
プログラミング通りに削り出してホイール形状に導いていく。マシンは数種類のドリルを使い分け、美しいディスクデザインを作り出すわけだが、1本あたりに掛かる時間は平均2時間ほど。
マシニングセンターでデザインが掘り出されたあとは、職人が1本ずつバリ取りを実施。さらに、すべてのホイールを振れ検査することで、安定した品質を確保する。
【05_塗装】

通常は、この工程を3回(3コート/3ベイク) 繰り返し、美しい塗装面を作り出していく。
【06_表面加工】

【07_組み立て】

製品開発後は強度テストを実施
工場内にはテスト用の建屋があり、取材時も様々なホイールの強度テストが行なわれていた。
テスト品には特別な処理が施され、クラックが入ると色で識別できる仕組み。安全性確保のため「JWL規格」よりも厳しい独自の強度試験が課せられている。主力モデルでJWLの基準値の120%基準を設定。さらに、「90°衝撃+半径方向負荷耐久試験」など独自の試験項目もプラスしている。


【08_検品・梱包・出荷】


そして、社内テストに合格した熟練スタッフによって検品が行なわれ、合格したホイールが梱包されていく。高価な鍛造ホイールだからこそ、厳しい検査体制は必要不可欠。
最後に梱包されたホイールは一箇所に集められ、待ち望んでいるユーザー(ショップ)の元へ出荷されていくのである。
6061材よりも強度が高く、耐食性も高めたオリジナル鍛造材 『UDM』。他にもマグネシウム鍛造といった次世代の鍛造モデルも生産している。

このように日本が誇る鍛造技術のレベルは、またひとつ上の世界で競われているのだった。
取材協力:TAN-EI-SYA WHEEL SUPPLY
http://www.tws-forged.com/